

産業機械部品の形状を精密に測定する新技術
接触式三次元座標測定におけるプローブ半径補正手法を開発
ポイント
・ モルフォロジカル処理により、小さな曲率半径をもつ形状の測定精度が向上
・ タービンブレードの断面形状測定に適用し、測定のばらつきがサブマイクロメートルオーダーまで低減できることを実証
・ 産業機械部品の評価精度向上と製造コスト削減に貢献
概 要
国立研究開発法人 産業技術総合研究所 工学計測標準研究部門 渡邉 真莉 研究員、佐藤 理 研究グループ長、松崎 和也 主任研究員、鍜島 麻理子 研究グループ付、渡部 司 上級主任研究員、尾藤 洋一 副研究部門長、高辻 利之 名誉リサーチャーは産業機械部品の曲面形状測定の信頼性を向上させる技術を開発しました。
産業機械部品の中にはマイクロメートルオーダーの精度で成型が必要なものがあります。発電機やエンジンで用いられるタービンブレードなどでは、設計形状からのわずかなずれが発電効率や回転効率に影響を及ぼすだけでなく、運転時にトラブルの原因にもなり得ます。そのため、成型された部品の形状は三次元座標測定機(Coordinate Measuring Machine; CMM)を用いて精密に評価する必要があります。しかし、接触式CMMを用いて数ミリメートル以下の曲率半径をもつ曲面形状を測定するとき、半径1 mm程度の有限の大きさのプローブ球を用いる測定の原理上、数マイクロメートルの誤差を生じることがありました。
今回、接触式CMMを用いた測定に、画像処理のノイズ除去や表面粗さ測定に用いられるモルフォロジカル処理を適用することで、測定のばらつきをサブマイクロメートルオーダーまで低減する技術を開発しました。また、この技術をタービンブレードの断面形状測定に適用し、測定のばらつきが低減することを実証しました。これにより、産業機械部品の形状評価の信頼性が向上し、加工精度などの品質や安全性の担保につながることが期待されます。
なお、この研究成果の詳細は、2024年9月11日に「Precision Engineering」にオンライン掲載されました。
下線部は【用語解説】参照
開発の社会的背景
産業機械部品の中にはその形状が産業機械全体のパフォーマンスを左右するものがあります。特に小型の部品においてはマイクロメートルオーダーの精度で成型が必要なものがあります。例えば、タービンブレードは表面の滑らかさはもとより、エッジ部の形状がタービンを通過する気体の流れに大きく影響します。設計形状である理想形状からのずれが大きいと気体の流れが乱れ、タービンの発電効率や回転効率が下がるばかりでなく、ブレードの破損を引き起こすなど、トラブルの原因にもなり得ます。産業機械部品の形状評価は、安全性をはじめとする産業機械の性能を担保するために重要です。
産業機械部品の形状評価には、一般的にCMMが用いられます。中でも接触式CMMは高精度でありながら複雑な形状を測定できるため広く使われています。しかし、評価対象に曲率半径の小さな形状が含まれていると、従来手法では接触式CMMのプローブ球の半径分を補正する方向が誤って推定され、測定のばらつきが数マイクロメートルも生じ、実際の形状とは異なる測定結果となることがありました。産業機械の安全性を担保するためには加工精度が要求を満たしているか評価する必要があります。そのため、測定のばらつきにより、実際には適合している形状であっても不適合と評価しなければならず、必要以上にコストがかかる場合がありました。
研究の経緯
産総研は、産業機械部品などの三次元形状測定の精度保証に取り組んでおり、これまで、歯車形状の測定精度を評価する手法の開発や、3Dプリンターの造形精度を評価する手法の開発などを行ってきました。さらに近年では、自動車産業の品質マネジメントシステムの規格であるIATF16949が発行されるなど、産業機械部品の品質要求が厳密化していることから、測定対象をタービンブレードなどのさまざまな産業機械部品に広げ、形状測定の信頼性を向上させる技術開発を進めてきました。
研究の内容
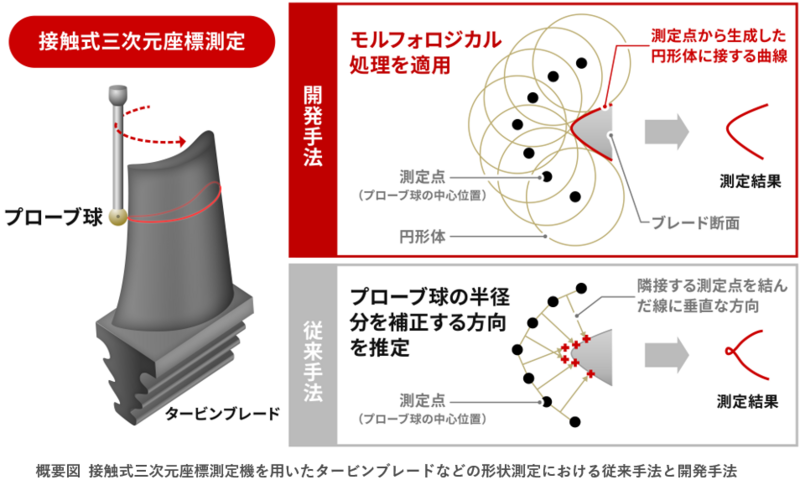
産業機械部品の加工精度を担保するためには、接触式CMMを用いて形状を高精度に評価する必要があります。特に、小さな曲率半径をもつ曲面は形状の変化が大きいため、細かい間隔で測ることが求められます。接触式CMMによる測定では、測定物にプローブ球を当てたときのプローブ球の中心位置を取得します。従来の手法では、隣り合うプローブ球の中心位置を結ぶ直線や面に垂直な方向を計算することで、プローブ球の半径分を補正する方向を推定し、その方向にプローブ半径補正を行っていました。しかし、取得されるプローブ球の中心位置は接触式CMMの機械的誤差等によりサブマイクロメートルオーダーのノイズを含んでいるため、隣り合うプローブ球の中心位置がなす直線が傾き、プローブ半径分を補正する方向がずれて推定されます。このとき、数ミリメートル以下の曲率半径をもつ曲面形状を細かい間隔で測るほど、隣り合うプローブ球の中心位置がなす直線が大きく傾き、プローブ半径分を補正する方向のずれが拡大され、測定のばらつきが数マイクロメートルも生じるという問題がありました。
そこで、画像処理や表面粗さ測定に用いられるモルフォロジカル処理を接触式CMMの測定値に適用し、プローブ半径を補正する手法を開発しました。モルフォロジカル処理では、画像データに円などの特定の形体を加えたり差し引いたりすることで、ノイズを除去したり、輪郭を強調する処理が行われます。今回、プローブ球を真円と仮定し、プローブ球の中心位置から生成した円形体に接する曲線を計算して測定物の形状を推定しました(概要図)。開発手法は従来手法と異なり、プローブ球が通過した領域の内側にプローブ半径補正が行われる可能性を取り除くことができ、測定のばらつきを低減できます。
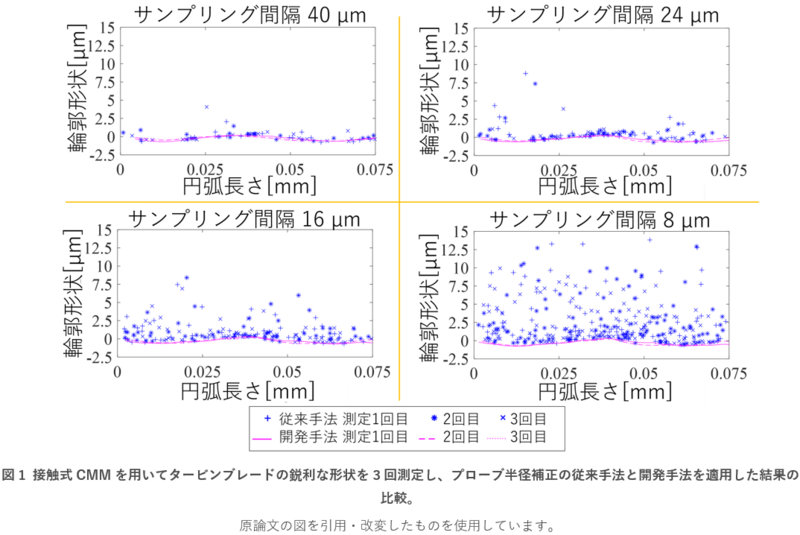
図1は、小さな曲率半径をもつ産業機械部品の一例として、タービンブレードの断面形状を接触式CMMにより3回測定し、それぞれの測定結果に対して、開発したプローブ半径補正手法を適用した結果を示しています。縦軸は、測定したプローブ球の中心位置からタービンブレードの断面形状の曲率半径を求め、真円の部分円弧を基準形状(縦軸0)とした輪郭形状を示しています。従来のプローブ半径補正手法では、サンプリング間隔が16 mmや8 mmのように細かくなると、測定のばらつきが数マイクロメートルになることがわかります。一方、開発手法はサンプリング間隔によらず、測定のばらつきをサブマイクロメートルオーダーまで低減できることがわかりました。本研究成果により、産業機械部品の形状評価の信頼性が向上し、加工精度の担保につながることが期待できます。
今後の予定
今回開発した接触式CMM測定のプローブ半径補正手法は、タービンブレード以外の産業機械部品の形状評価にも適用することが可能です。より精密な形状評価技術の実現に向けて、プローブ球を真円と仮定した今回の成果をさらに発展させ、プローブ球の実形状を計算に組み込むことで、曲面形状の測定精度のさらなる向上を図ります。
論文情報
掲載誌:Precision Engineering
論文タイトル:Accurate surface profile measurement using CMM without estimating tip correction vectors
著者:M. Watanabe, O. Sato, K. Matsuzaki, M. Kajima, T. Watanabe, Y. Bitou, T. Takatsuji
DOI:10.1016/j.precisioneng.2024.09.009
用語解説
三次元座標測定機(Coordinate Measuring Machine; CMM)
三次元座標が取得できる測定空間内で、プローブ球と呼ばれる球状の接触子を測定物に当て、そのとき取得したプローブ球の中心位置からプローブの半径分を補正して、測定物の寸法や形状を測定する装置。
曲率半径
曲線や曲面の曲がり度合いを表す指標。曲線の一部を円弧とみなしたときの円の半径。
モルフォロジカル処理
幾何学的形状を演算処理により解析する方法。対象形状に円などの形体要素を加えて形状を膨張させる処理や、対象形状から形体要素を差し引いて収縮させる処理などがある。画像処理におけるノイズの除去や、表面粗さ測定における特徴量の抽出などに応用されている。
プレスリリースURL
https://www.aist.go.jp/aist_j/press_release/pr2024/pr20241003/pr20241003.html
.jpg)
-1.jpg)
_クレジット追加.jpg)
.jpg)




